




GE Healthcare and GE Aviation joined forces to ramp up production of patient monitors to meet the demand in the UK and Ireland from March to June 2020. GE Aviation raised its hands and put its plant and engineering team at GE Healthcare’s disposal.
“Unprecedented must be the word of the year.”
‘Out of the ordinary’ does not entirely capture what began on a Tuesday afternoon in the middle of March 2020, when the Department of Health in Britain approached GE Healthcare with an urgent request for patient monitors to secure proper care for COVID-19 patients in light of the rapidly evolving pandemic. In the treatment of severely ill patients, monitors are an important tool for doctors to see how effectively the patient is getting oxygen, how well the lungs are working, in addition to monitoring other key vital signs.
“It was just unprecedented, that’s what it was. Looking back, I think unprecedented must be the word of the year,“ says Hannah Horsfield, the Channel Manager for patient monitoring at GE Healthcare in the UK and Ireland. She normally takes orders from hospitals for about 20 or perhaps 30 patient monitors at a time. But this time was different.
“I got a phone call on a Tuesday morning if I could come in a conference call with the Department of Health that same afternoon. They asked if we could commit to delivering 300 monitors within a week, and my heart stopped a bit. That figure was ten times bigger than a normal request. But then again, it was nothing compared to the 5,175 monitors in total that we ended up having delivered by end of June, only 3.5 months later. In some ways, it felt like years.”
“5,175 monitors – it’s a figure, that will never leave us, I think.“
“5,175 monitors – it’s a figure, that will never leave us, I think. To put it into perspective, it is about 4 years’ worth of monitors delivered in just a few months. It was from the start of the process, that a lot of us started to have sleepless nights,” Hannah recalls.
Planning began immediately, and, just as fast, questions piled up in front of her and her immediate colleagues in charge of the unprecedented task, Tim Barraclough, Modality Leader for patient monitoring in the UK and Ireland, and Bev Grandon, Accessories Modality Manager in the UK and Ireland.
“We had to think of a new and contact-free way to deliver the monitors because of the risk of infection – normally, we set up the monitors on site in the hospitals. How could we package the monitors including the roll standers in a way that was easy for hospital staff to unbox, set-up and, most importantly, be ready to use in the best and most lean way? But the biggest challenge of them all was – where could we find the manpower and the facilities for ramping up production this much in such a short time,” says Tim Barraclough.
“The kitting system they built looked like a supermarket.”
The answer was to come flying in from an unexpected corner of the GE family, when GE Aviation in Cheltenham raised its hand and put its plant and engineering team at GE Healthcare’s disposal. In just 4 weeks, the aviation plant was completely transformed into a production site for patient monitors, to meet the excessive units’ production, as well as the production of corresponding accessories. In Tim’s recollection, he has never experienced anything quite as lean and as effective.

“At first, it seemed a little far-fetched. But it quickly turned out to be the best decision we made and without their help, we would have never been able to do it. It’s that simple. They put together a whole production line to get monitors assembled and configured, attached to a roll stand, packed with the right accessories, on to a pallet and then out of the door. The kitting system they built looked like a supermarket, they walked through with a shopping list and picked the items they needed and packed an accessory kit that fit to each particular monitor configuration. It was just amazing to see.“

In just 4 weeks, the GE Aviation plant in Cheltenham was completely transformed into a production site for patient monitors.
“We were looking at 150.000 parts in total.”
Bev Grandon, responsible for the different types of accessories that went with each monitor, was at first hesitant if it would all work out well.
“To be honest, I didn’t think it was possible. On the accessories side I thought it would be close to undoable, not just because of the complexity but also because of the sheer quantity of the task. In total we were looking at around 150,000 parts that had to come together in exactly the right way. But the way the people from GE Aviation set about structuring the build processes from the first end to the last, the way they were thinking lean all the way through, soon convinced me that we were safe hands. I have really learned a lot and being part of this has been the highlight so far in my career. It’s has been a privilege to be part of and I’m pretty sure everyone involved feels the same way.”

“What we did in week 10 was so different to what we did in week 1.”
“Absolutely, we have learned so much from each other,” agrees Hannah. “In GE Healthcare, our skills set is knowledge about the product, about the patient, about what we need to deliver to the Department of Health. Aviation’s knowledge is about how you plan large scale production, and how you deliver something successfully in a lean way and with consistency.”
“It was inspiring to watch the things they considered. Like the way they measured the distance between the base of the roll stand and the basket so that each roll stand was built with a consistent height. We never really thought of such a thing before. When we go onsite, we get things out of the boxes and start building.”
“This machine, if you like, that Aviation built for us kept getting better and more efficient throughout the period. We were all constantly evaluating what we were doing, and we kept refining each little process. I remember a serial number that had been labeled the wrong way which meant that we had to undo a billing. To prevent that from happening again, the Aviation guys put a macro in the excel form.”
“We were constantly making those tweaks. Simple things you might say, but they add up. And that is why, what we did in week 10 was so different to what we did in week 1.”
“We kept upbeat, and that got a lot more out of people.”
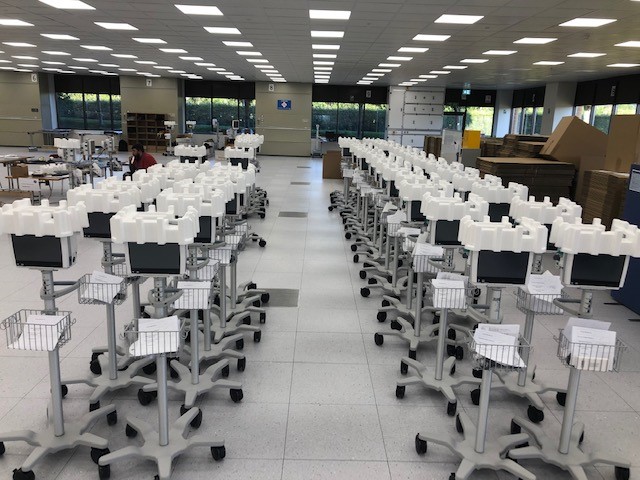
GE Healthcare and GE Aviation, UKI worked together to build and deliver 5,175 patient monitors in less than four months – from the middle of March until end of June 2020.

In the end, the combined forces of GE Healthcare and GE Aviation were delivering hundreds and hundreds of monitors every week. The effectiveness of the production opened the floor up in terms of planning and enabled the team to better foresee coming roadblocks and to take action accordingly. During the whole period it was a constant challenge getting all the parts needed. Suppliers around the world went into lockdown without notice and made the chase for parts all the more stressful.
“Everyone was stressed to their eyeballs, all day, every day. But we never fell out, we got on. And perhaps the most important thing we learned is how much collaboration and a positive team spirit really mean. If one team couldn’t get parts that we needed, we knew they had tried their best and that it wasn’t their fault. We didn’t play blame games, we kept a good tone all the way, and I am convinced that got a lot more out of people than if we were banging on the tables shouting - I need it now,“ Tim concludes, as Hannah adds another and perhaps equally important factor.
“This was serious, and we were in unique position to make a difference. When you are in the middle of a pandemic, in a lockdown, desperate to get parts, hit by roadblocks left, right and center, when you finish work late at night – you get tired. But when you turn on the news and hear about the latest deaths and numbers of infected, that motivates you and you want to work your backside off. When you know that we are helping somebody’s mum or dad, I think most people will do what it takes.”